




 Контакты
Контакты


- Источники для сварки штучным электродом
- Источники для сварки вольфрамовым электродом
- Установки воздушно-плазменной резки
- Сварочные агрегаты
- Универсальные сварочные источники
- Источники, использующие управляемый перенос
- Источники питания полуавтоматов
- Однокорпусные полуавтоматы
- Подающие механизмы
- Автоматические подающие механизмы
- Системы воздухоочистки
- Ручные электроды
- Газозащитная порошковая проволока
- Самозащитная порошковая проволока
- Сплошная проволока
- Материалы для сварки под флюсом
- Цветные металлы
- Наплавка и упрочнение
- Ручные электроды
- Газозащитная порошковая проволока для сварки нержавеющих сталей
- Газозащитная проволока для сварки низкотемпературных сталей
- Газозащитная проволока для сварки низкоуглеродистых сталей
- Самоходные каретки и тракторы
- Сварочные позиционеры
- Сварочные колонны
- Роликовые опоры
- Вращатели
- Системы рециркуляции флюса
- Корневой шов
- Заполняющий и облицовочные швы
- Сварка поворотных стыков под слоем флюса
- Рекомендуемые материалы
- Рекомендуемое оборудование

Pipeliner NR-207 XP







Применение:
Для швов с повышенными требованиями по ударной вязкости.Сварка горячих, заполняющих и облицовочных слоёв стыков магистральных трубопроводов из высокопрочных сталей во всех положениях.
Сварка трубопроводов из сталей арктического класса.
Преимущества сварочных материалов Lincoln Electric:
- Большое значение ударной вязкости при низкой температуре, при испытаниях образцов трубных соединений,
значения ударной вязкости меньше 56 Дж при -20 0C практически отсутствуют. - Повышает производительность при строительстве трубопроводов по сравнению с использованием покрытых электродов.
- Производится в соответствии с ISO 9001. Соответствие стандартам: AWS A5.29-98: E71T8-K6, ASME SFA-5.29: E71T8-K6
Номер сертификата Lincoln Electric:
| Типовые режимы | Распределение значений ударной вязкости | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(1) расстояние от наконечника до изделия |
-4°F (-20°C ), корневой слой – электрод E 6010 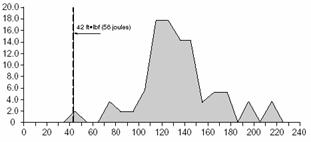 По вертикали - %образцов, имевших ударную вязкость ( CVN в ft - lbs ), указанную по горизонтали, практически нет значений меньше 56 Дж |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Диаметры и упаковка |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Механические свойства наплавленного металла.
процедуре старения при 220°F (104°C) в течение 48 часов (по AWS A5.29-98). Образец, подвергаемый естественному старению, может проявить указанные свойства через несколько месяцев (AWS A5.29-98). Время естественного старения наплавленного металла зависить от окружающей среды, формы сварного изделия, металлургической структуры и других факторов. Хим. состав наплавленного металла
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||